3003 0 1100 0 6061 s0 5052 s0.
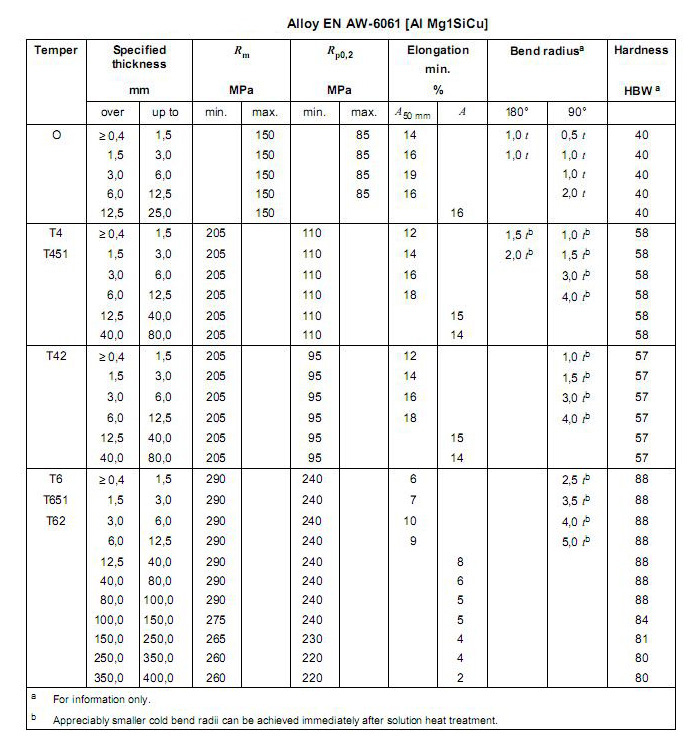
Aluminum 6061 bend radius sheet metal.
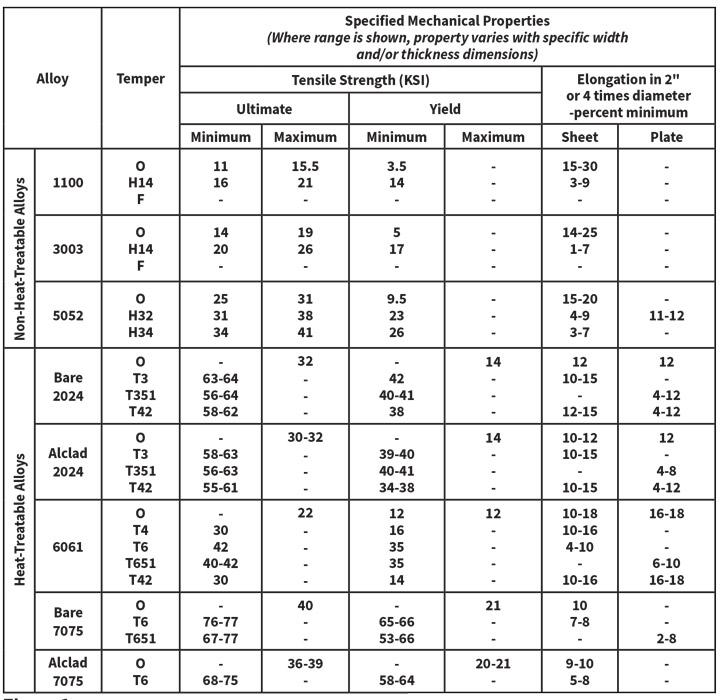
Aluminum minimum bend radii for 90 degree cold forming of sheet and plate.
Still if you want to avoid cracking abide by the minimum bend radius in 0 25 in thick 6061 t6 which is quite large see figure 3 and avoid bending acute angles.
Say you get a print that says you need to bend a part to an external angle of 100 degrees that s an internal angle of just 80 degrees.
T thickness in mm.
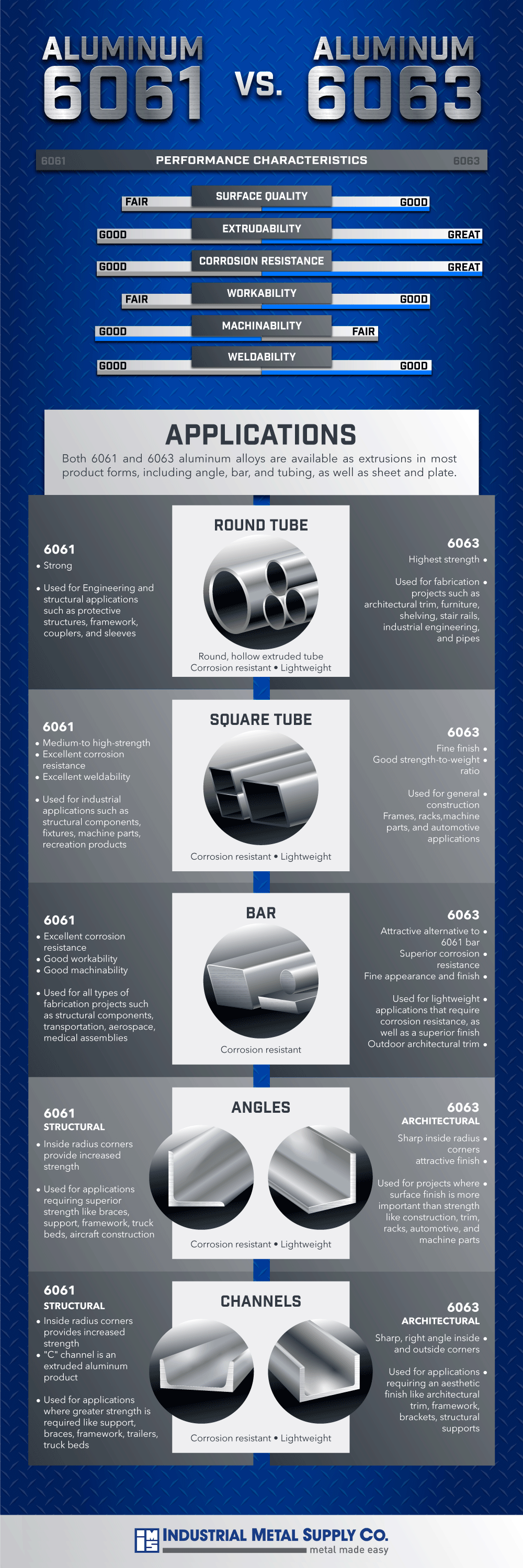
But the question remains the same which alloy is the best product for bending.
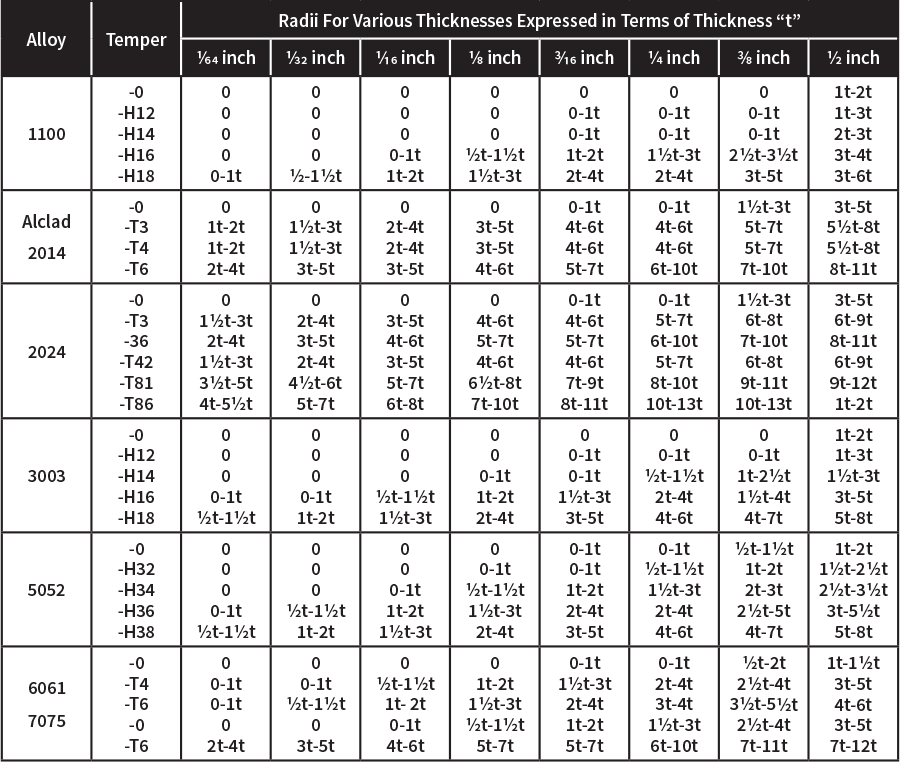
1 radii listed are minimum recommended for bending sheets and plates without fracturing in a standard press brake with air bend dies.
Per the aluminum association inc.
Recommended inside bending radii sheet and plate alloys 5083 6061.
The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
From non heat treatable 3003 and 5052 to the heat treatable 2024 6061 and 7075 you have many options from which to choose.
2024 t3 1020 1025 4130 ann.
Sheet metal bend radii if these guidelines are not followed more research and or some form of analysis may be requried.
Minimum bend radius xls author.
Or yor metal ees 0 9 rier ane p bo ermanton 0 00 99 99 90 fa 90 zzzaicmetalcom 6061 alloy.
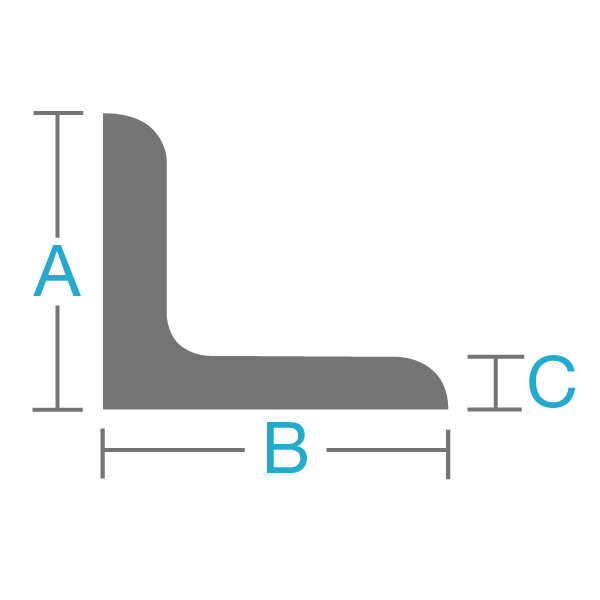
The minimum bend radius data shown in these charts is measured to the inside of the bend.
Clinton aluminum offers a variety of products each covering a wide range of applications and processes.
That is it gets stronger and harder by working bending it.
Radii for various thicknesses expressed in terms of thickness t.
Just like all sheet metal aluminum work hardens during the forming process.
The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius.
6061 t6 2 3 3 4 6 8 18 32 aluminum minimum bend radius in 1 32nds of an inch title.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
When you are forming aluminum if the radius is sharp small in relation to the material thickness you will overwork the material making it harder more brittle and much more likely to fail.
Specifing a bend radius from here will help prevent hair line cracks.
Recommended minimum bend radii for steel and aluminum.